Garment & textile furnishing suppliers rely heavily on their brand identity to appeal to specific market sectors or age groups. They may have several brand names under their control outsourcing these to several manufacturers to produce on their behalf. The importance of labelling is high as it reflects quality & the branding of a product. In addition, labelling has to take into account legal legislation requirements as well as the image, thus the label is an important component to the brand and has to survive the life of the product.
Methods of labelling come under 3 main divisions, and these have their own sub division in relation to method of production.
WOVEN LABELS: these are still perceived as a reflection of high quality and preferred but not exclusive to high value garments. Woven labels cannot carry a lot of detailed information so most products will carry additional printed labels for wash care instructions. Cost of production is higher than other methods because it can be slow.
PRINTED FABRIC LABELS (PFL) : Almost all garments will have a least one PFL label attached, if not several. These can carry detailed information in multiple languages, useful when garments are sent to several countries. PFL can be produced on a number of types of machines such as Flexo, Silk Screen, or Thermal Transfer equipment. Wash care labels are ideal for PFL applications. Labels can be colourful and highly detailed. PFL is the most common way to label textile products because it lends itself to any type of application. It is cost effective and can be produced in low or very high volumes on the latest generation of equipment.
HEAT TRANSFER LABELS (HT) : HT labels are a more recent development and carried over from T-shirt graphics printing technology. HT labels are printed onto a carrier and applied direct to the garments through heat & pressure usually close to the neckline. Applications include any garments in direct skin contact such as underwear, T-shirts etc. to avoid skin irritation. They have also found a place in the technical sports market where any weight is a consideration for that split second advantage. Like PFL they can carry a lot of information so compete with Woven & PFL. HT Labels are normally 1 or 2 colours because production is slow compared to PFL. Heat Transfers cannot be applied to all types of fabric, so careful selection is required.
OTHER LABELLING: There are other methods of branding & labelling directly on to products. These technologies are aimed at the Garment producers with their own in-house labelling division. Pad printing technology has been used in the promotional industry for many years. For example Printed Pens, Golf balls, Tennis balls etc are printed by this method, and recently there has been growth in installations for in-house printing, for example on caps and low cost T-shirts . Another technology is Thermal Transfer Printers where a supplier can print their own labels on demand. There are advantages in that both are seen as reducing inventory of pre-printed labels & convenience. But they are expensive in terms of consumables such as Ink/Foil/Ribbons and you need additional staff to manage information & service production.
PFL- Basic Brand & Wash Care Labels, Multi-colour Labels, Ribbons, Elastics
For most labelling applications, the Letterflex range of presses are the ideal flexographic solution for high quality PFL, whilst silk screen printing provides an alternative specialist solution. The Letterflex LX range from Focus is designed specifically to produce multi colour labels and ribbon trims, its high speed & quality being a strong factor in choice of production.
Most fabric such as Polyester, Satin, Cotton, Taffeta, Poly-satin can be printed on the LX range. Silk screen may be considered for difficult substrates like organic cotton or black ribbons. Silk Screen is a slow process however and cannot compete for volume production. The LX Letterflex range from Focus has a broader scope for wider applications and, with additional options, the LX range can even print on elastic substrates. It can also produce heat transfers and dye sublimation papers for fabrics.
Commonly the volumes of labels required for garment applications ensure that Analogue printing remains king in this industry. The principles of printing have remained the same for over 30 years, although the latest technology around label production has improved to allow several ribbons to be processed without compromising quality, and jobs to be changed quickly for high productivity, maintaining high definition.
What can the LX Type of press do for me?
- Low & High Volume production
- More colours
- High production speeds & maintained quality
- Multiple ribbon printing
- Fast set up & turn around, less down time between jobs
- Clean up away from the press, while the press still in production.
- Improved Drying systems
- Continuous printed images (no gap)
- Print on wide range of Ribbon types, from Nylon, polyester, cotton, poly satin to Elastic
- Smaller production area than silk screen equipment
LX6 Press


Typical Silk Screen Printing Press
DIGITAL TECHNOLOGIES
Focus are well known for production of specialist high speed equipment for printing garment labels, decorative ribbons & elastics. One reason for the comparatively slow growth of digital printing on textiles may be related to the extreme demands of the textile applications and the wide selection of types of textiles used in the industry. Fabric has always been inherently more difficult to print due to its variety of types & flexible nature. The level of flexibility varies from warp to weft and with each degree around the bias, so guiding the fabric precisely through a digital printing press has proven to be very difficult, not forgetting the challenges of softness, fading, rub and wash resistance.


Digital textile printing is described as method of printing colorants onto fabric. Most notably, digital Ink Jet textile printing is referred to when identifying either printing smaller designs onto garments (T-shirts, dresses, promotional wear; abbreviated as DTG, which stands for Direct to Garment) and printing larger designs onto large format rolls of textile. The latter is a growing trend in visual communication, where advertisement and corporate branding is printed onto polyester media. Examples are: promotional & lightweight sports apparel flags, banners, signs, retail graphics.

Types of digital printing can be divided into:
- Multi Pass
- Single Pass
- Direct Print
- Pigment Print
- Reactive Print
- Acid print
- disperse print
- Specialty Print

Digital printing labels for Garment/Apparel
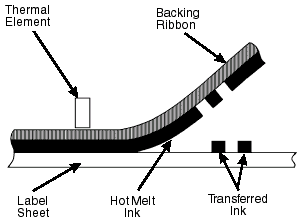
There are a number of digital printing technologies currently used for garment labelling & branding. The most common system is a development of analogue hot foil stamping. This digital development uses thermal transfer properties to melt a coloured foil and transfer is directly to the textile ribbon so it becomes fixed. The heated platen/print head is programmed to produce an image as the textile Ribbon & ink foil pass under the print head. However, it is relatively slow and expensive, as much as 90% of the special foil is wasted. These systems are mainly used within in-house garment producers for their own labelling applications.


Multi Pass scan or Single pass Ink jet:
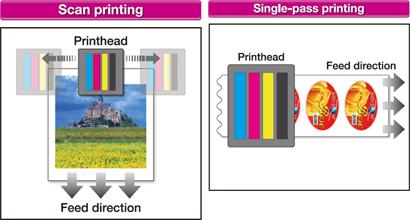
For printing of wide textiles multi pass, scan printing is well established. Operating in a similar way to your desk top printer at home. These scanning printing systems are relatively low cost compared to a single pass print engine. But multi pass systems are relatively slow and restricted to production speeds of a few metres per minute. In comparison Single pass systems are very fast with printing speeds ranging from 20 to 80 Mts per min. There are no moving parts in a single pass printing head, only the web is moving, transported below the print head. For this reason, the wider the print width the higher cost of the print engine as it will use more print heads than a scanning system. Recently we have seen special scan printers adapted & used for direct CMYK printing of elastics & ribbons from the likes of market leading textile machinery producer Jakob Muller. The limitations on scan printers can easily be seen in speed, but also limitations in using dye sublimation inks which is only printable on polyester products reduces choice of fabric type. Despite this the results are excellent and deserve serious consideration for those in that line of business.


Wide web Multi pass (scanning) Printer
Wide Web Single pass Print Engine

Narrow Ribbon Singe pass print engine
For the remainder of this article, we are going to concentrate on single pass Ink Jet technology for printed garment label applications, narrow web ribbons & elastics. Digital ‘Ink jet’ is the latest technology to present the possibilities for higher volume output more in line with analogue printing, providing the flexibility & advantages of digital printing with the durability and economies of volume production. As with analogue printing the ink used is the only consumable, but without the added cost of printing Plates or Screens.


Focus has been supplying digital print engines & hybrid flexo machines within the packaging industry for several years and has taken its expertise in analoge printing for garment labels & ribbons and integrated the digital technology from its packaging sector equipment. The modular nature of digital print heads makes it a perfect match for narrow ribbon printing using single pass technology. It has allowed us to strip the engine components down to produce an affordable single pass solution for this niche market. In 2019 Focus launched its concept new digital Ink jet system , shown in production at the showcase ITMA show in Barcelona. The launch has created a lot of interest within the leading label producers in the garment & retail sectors. The technology of choice is single pass Ink jet for production of branding wash care labels. At 1800 DPI the systems will handle small text & variable data, meaning in theory every label printed could be different incorporating unique data for tracking, production control and market data. Watch this space for commercial news and details on equipment beta trials. This highly sought after technology is certainly likely to be the future for printing garment labels.
The powerful graphics software is tailored towards textiles with CMYK colour management system allowing greater control of ink processing across a range of textiles, with ability to process & print complex graphics, variable information relative to sizes, composition, store codes, dates etc., without stopping the press. Available printing widths are 72, 145 or 212mm in full process CMYK colour printing, spot colour or mono print options with printing on both sides of the ribbon. We offer special Infra-red or LED UV drying options, subject to Ink type used. Developments on new inks continue, however in the main they are pigment based in order to cover as many textile applications as possible. Some pre & post print treatments may be required for print quality optimization.


Let’s be clear that digital printing technology is a sizeable investment needing careful consideration, machines are high value, digital Inks are more expensive than analogue inks, textile ribbons may require special pre-treatment & post treatments before the label is ready to deliver to the end client, but this all has to be factored against huge benefits. The traditional industry still looks at digital textile printing parameters from the context of what it “can’t do,” compared to conventional printing. Conversely there are many things conventional print cannot do compared to Ink jet. It is true that presently digital is a new technology and does have some limitations so let us concentrate on what Ink jet printing can do.

What can Digital ink Jet do for me?
- Minimal set up costs – short runs and samples are economical – Costs per print are the same for 1 or 10,000
- There is no down time for set up – the printer is always ready to print – so there is also increased productivity
- Unlimited repeat length
- No Screens
- No Printing plates
- Continuous printed images (no gap)
- Variable Information printing including Bar code & QR codes are possible.
- Job Que for economic production.
- Instant size changes
- Faster turnaround time – and very fast design changes. (Turnaround time for samples can be reduced from several days to a few hours)
- Print on demand, dramatically reducing time to market
- Just-in-time customisation or personalisation
- Lower energy cost
- Smaller production area
Now for the challenges
- There are many types of Ribbons used in garment labelling applications. combinations of synthetic and natural fibers, each with its own ink compatibility characteristics (one ink does not fit all & pre-testing is always recommended)
- In addition to dealing with a fabric that is stretchable and flexible, it is often a highly porous and textured surface (additional Finishing /Pre-coating may be required to present a printable surface for this process)
- End user requirements include light fastness, water & wash fastness (sweat, too) through finishing operations and often outdoor use, heavy wear, abrasion, and cleaning (post treatment may be required to meet specific performance characteristics)
- The label not only has to look & feel good, but the information printed must be legible and withstand up to 50 washing cycles or the lifetime of the garment. (again, post treatments may be required to achieve wash resistance targets)
- Fabric has much greater absorbency, requiring many times the ink volume compared with printing on papers. (pre-coating or finishing may be required)
- Before any printing is carried out, the designs need to be developed in a digital format that can be read by the print engine.
- Safety standards: Inks, fabrics & additional processes must pass strict safety tests for application in within garments or any skin contact application.
- Limited Colour pallet to CMYK plus one or two spot colours. Whilst this is the case CMYK will cover 80% of the pantone range & corporate colours. Fortunately, the majority label printing does not require a wide range, and colours are often limited to just black & red.
In the face of such odds, digital textile printing is happening. And now! Digital inkjet printing has become one of the most important textile production printing technologies and is, in fact, transforming the industry and will continue to grow. All future development has to be based on co-operation between the design & graphics software companies, the ink manufacturers, the fabric/ribbon manufacturers and the printing machine developers. If you want to take a step into the digital revolution, contact Focus today or arrange an appointment to discuss the possibilities.
We are very happy to discuss your situation with you in person too, and come up with a plan that matches your business goals and budget.
Visit our web site at www.focuslabel.com.
Call us on 01949 836223
EMAIL: admin@focuslabel.com
Or visit us at ITMA 2023 in June in Milan, Italy.