A key element in Letterflex technology & directly printing textiles is the anilox roll. In order to achieve the best print quality possible the anilox roll should transfer the minimum volume of Ink to the printing plate to achieve the desired coverage. Factors that need to be considered are the type of image, substrate & ink types. All of these will affect the specification of the anilox roll that needs to be selected for the optimum result.


Anilox Rolls
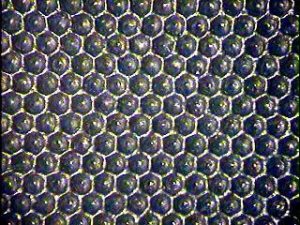
Under The Microscope
Chrome Coated Anilox Rolls
Traditionally, anilox rolls were mechanically engraved and then chrome plated for protection & to improve wear resistance. In most printing applications, a doctor blade is in constant contact with the surface of the anilox roll to control the ink flow & transfer to the image roller. If you imagine the surface of the anilox roll like a car tyre, over time the tyre tread will wear out, much like the cells of a chrome plated anilox roll. Thus, less ink is held by the roll and less ink transferred to the image/plate roll.
Ceramic Laser Engraved
Over the last 20 years, ceramic anilox rolls have replaced chrome rolls. Although a more costly investment, they do not wear out like chrome rolls. Instead, they retain their ability to transfer the same volumes of ink over a long period of time, up to 2 years if carefully looked after. The base roller is plasma spray-coated with a ceramic surface, which is then ground & polished before the laser engraving of a specific cell pattern. These rollers are fragile, so great care needs to be taken to avoid damaging the ceramic coating.
Chrome v Ceramic
| Features | Chrome Anilox | Ceramic Anilox |
| Cost | Lower cost | Higher cost |
| Wear Resistance | Low | High |
| Life Expectancy | 6 -12 Months | 2-3 Years |
| Cell Production | Mechanical Engrave | Laser Engrave |
| Cell Type/Volume | Limited range | Infinitely variable |
| Cell Range | 80 to 600 LPI | 40 to 1200 LPI |
| Cell range for Textiles | 40 to 200 LPI | 40 to 350 LPI |
| Ease of Cleaning | Easy | Hard |
For special applications, a number of new types of engraving specifications for anilox rolls have emerged, some (but not all) offer advantages for textiles printing.
Conventional Standard
This specification is used across the board for general printing applications for Labels, Textiles & Packaging. The screen resolutions range from 80 to 1200 LPI with angles normally set at 60 degrees. These are suitable for spot, tone, screen & process printing. Around 95% of printed garment labels, textile ribbons applications will be printed using a conventional standard engraving.
Special Applications
For special printing applications or heavy coatings that are not achievable with a conventional engraving style, a number of alternative specifications have been developed with unique transfer characteristics.
EasyFlo:
60-degree angle with open linked type cells. Commonly used with UV inks to prevent ‘spitting’. Generally used up to a maximum of 700lpi and will transfer 15% more ink than conventionally engraved rolls. These are rarely used in applications for textiles ribbons.
MaxFlo:
This specification has been developed to offer high release and is, therefore, beneficial for all types of printing as a finer anilox can be used, offering an improved laydown of ink. Cells are elongated and vastly more efficient in releasing ink than the equivalent conventional roll. If printing on black ribbons, this type of engraving can improve coverage of an opaque white or red but is still capable of producing fine text.
SupermaxFlo.
Developed to produce printed tones and heavy solid/spot colours on the same printing plate, where normally a tone & solid printing plate might be split. The benefits are reduced make-ready time with fewer print stations being used. If printing on black ribbons, this type of engraving can improve coverage of an opaque white or red but can still achieve both heavy & fine text.
EasyFlo HD:
Special engraving for UV opaque whites. A high volume specification to provide uniform coverage and reduce ‘pin-holing’. These rolls allow the Flexo printer to achieve something close to Silk Screen quality. Not used for textiles printing.
TwinFlo:
Unique engraving pattern, allowing almost double the cell volume up to 150cm3/m2. Used to apply heavy varnishes & coating. The main application is Offset/Direct Coating. Rarely used for Textiles.
Some More Detailed Information
-------------------------------------------------------------------------------------------------------
The following information & tables provide you with a technical reference and indication of theoretical ink volumes available for Conventional & MaxFlo anilox rolls. You may use the information for selection of the correct Anilox Roll for your application or contact Focus for further advice.
Line Count (or lines per centimetre L/cm or lines per inch / L/in)
‘Line count’ or ‘screen count’ refers to the number of cells per lineal inch/centimetre as measured along the engraving angle (because that is where the cells line up in closest proximity to each other).
As a general rule, the higher the screen count, the less ink will be carried by the anilox roll and transferred to the image/printing plate. For example, an anilox roll marked as 100 LPI will carry more ink than a similar roll of 200 LPI.
The higher the LPI/LPC, the greater the number of cells in a given surface area and so the cell diameter is smaller. It is important to note that as we increase LPI/LPC, we increase the concentration of cells in both the rotational and traversal directions. Doubling the LPI/LPC effectively quadruples the number of cells in each square inch of roll surface.
As LPI/LPC increases, smaller droplets of ink are spaced closer together onto the plate surface. Smaller ink droplets tend to dry quicker and produce smoother solids. The vastly increased shear numbers of cells at higher LPI/LPC’s provide for a smoother transition of colour and increased tonal ranges on vignettes.
If increasing LPI gives so many benefits, why not have every roll engraved to 1500 or even 2000 LPI? Because as cells get smaller, it becomes more difficult for them to carry and deliver an adequate density of ink. This has been overcome, to some extent, by new engraving processes including YAG and Fibre multi-hit technologies, which make it possible to engrave ultra-high line count patterns (1000 LPI and up) with greater carrying capacity than conventional CO2 engraved cells at 600-800 LPI.
For printing onto textiles, we normally supply anilox rolls ranging from 80 LPI to 300 LPI, this covers most garment labels applications.
Anilox Roll Selection
The traditional approach to specifying LPI was to have the anilox line count be at least four times the plate screen. Over time, however, the plate technology has improved to the point where it is possible to produce plates with 1% highlight dots on 200+ line screens. The ability to produce such an incredibly fine dot structure necessitated the need to revise the multiplier to at least five times the plate screen. Consequently, if we want to run 150 lpi plates, the lowest line count we should run will be 750 LPI. This helps prevent the occurrence of ‘dot-dipping’, and ensures each plate dot is inked and supported by the wall structure of several cells.
Cell Volume
Cell volume refers to the ink carrying capacity of a cell, multiplied by the number of cells in a given square inch of roll surface. The common unit of measurement in North America is BCM or billion cubic microns per square inch. In Europe, it is more common to use cm3/m2 (cubic centimetres per square metre).
Volume is determined by the depth, diameter, and profile of the cell. It is possible to adjust cell volume by producing cells with the same cell diameter (same LPC/ LPI), but engraved to different depths. The ratio of the depth to the cell diameter is commonly referred to as the “depth-to-opening” ratio.
Ceramic Anilox
Whilst the engraving of the anilox roller is important, the coatings play a crucial roll in its performance. Using the Plasma Spraying System we can offer higher density ceramics, which ensures a repeatable cell shape and structure. We also offer a range of screens to suit your application:

Standard 60°
This is the industry standard and has evolved to be the most versatile angle used for the majority of print conditions.

Easy Flow Link™
A screen specifically developed to prevent spitting when using UV inks.

Tri-helical
This screen is engraved as a continuous line around the roller at various angles from 30 to 60 °. Its open structure allows for excellent ink release when using viscose solutions at high volumes, used widely in glue and lacquer applications.

Double Flow Helix™
A screen designed to apply heavy coatings ensuring a flat layer of solution, excellent for direct coat applications and opaque white.

Anilox Care:
Now we agree that the anilox roll is an integral part of the printing process and needs to be maintained to ensure that quality remains constant.
Avoid damaging the engraved surface, always minimise doctor blade pressure, and never allow ink to dry on the roll. Some applications in textiles require an ink catalyst to promote the curing process. When using any kind of catalyst or additive in your inks always follow the manufacturer’s guidance, and be sure to change the ink every 2 hours.
We also need to look at care and cleaning of the roll. With even the best press practices, over time dried ink will eventually block the cells, causing shadows & ‘ghosting’ or visible changes in ink transfer levels.
Mechanical cleaning with chemicals is always the first stage of cleaning and should be carried out daily. However, a monthly event should be to ‘Deep Clean’ your rolls, preferably using an environmentally friendly system like an ultrasonic bath.

Ultrasonic Cleaning of Anilox Rolls
Ultrasonic systems gently heat & vibrate solids loose from the surface of the roller. If used sensibly, they will not damage the roll, and can bring an old roll back to new standard inside an hour.
Get this Free Guide for even more Help with your Labels
The above questions should get you the answers you need to choose the right anilox roll relative to your application. We will be happy to assist you and recommend a specific screen count for your applications should you need our technical expertise.
Our free guide, “Label Printing for Textiles” is the ideal complement to the products you purchase and the information you gain from your equipment manufacturer. It contains everything you need to know about how to print on several kinds of media, and will help you win more work. Just click here to claim your free download.
The next steps
If after reading this e-book you’d like to discuss any of the issues raised, or have any questions about our products or services, please do not hesitate to get in touch with a member of our experienced customer service team. We hope you found this guide useful and informative, and we look forward to speaking to you in person.
To find out more, give us a call on 01949 836 223 or send us an email to admin@focuslabel.com
Other related documents & ebooks (available on request)
Textile Printing Inks: Printing Plates: Drying Systems: Heat Transfers